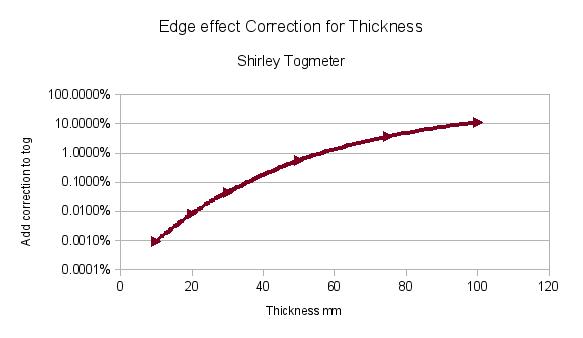
Graph determined by heat flow simulations using the Elmer simulator from CSC Finland.
The simplest form of thermal resistance instrument is the open comparator bed. This consists of a heated and insulated metal 'distributor' plate, covered by a reference board of known thermal resistance, which is in turn covered by the test piece. The distributor plate smooths out unevennesses in the heater element and provides a point to measure the temperature of the hot side of the reference board.. The thermal resistance is determined by comparing the temperature drop across the reference board with the temperature drop across the test piece. The accuracy of the results is limited to the accuracy of calibration of the reference board, which must be done by another method. This method is useful for measuring outer garments which will be exposed to the air.
In BS 4745 the air flow is forced, making this method particularly suitable for outdoor garments. On the other hand BS 8510 uses natural convection, as it is primarily intended for testing baby bedding.An alternative method to the open method is to cover the test piece with a conductive plate. It is easy to measure the temperature of the plate so this method has better repeatability than the open method, it is a realistic test for materials that will be covered in use, and it can flatten a the material against the hotplate, but it introduces the problem of compressing the test piece under the weight of the plate. The fixed pressure method uses a lightweight plate which provides a standard pressure. This method is preferred for inner garments that will in use be covered by another fabric.
To make absolute measurements of thermal resistance that do not depend on a known reference material, it is necessary to measure the actual amount of heat being passed through the test piece. Measuring the power input to the heater is a straightforward matter of using calibrated voltmeter and ammeter with a suitably stable power source. To ensure that all and only that heat passes through the test piece, the bed is surrounded by guards which are independently maintained at the same temperature. These can take the form of a ring of metal plates surrounding and in the plane of the main hotplate, plus another plate underlying the whole assembly. No control system is perfect and there will be some residual temperature difference between the facing edges of each guard and the main plate, so adequate insulation must be provided between the plates to ensure that errors due to these extraneous heat flows are kept within acceptable limits. Generally the ring will be made of several independent plates to avoid excessive temperature errors due to longitudinal heat flows caused by non-uniformity of the test piece or of the ambient air.
Guarded hotplate instruments need particular attention to the control system used. Firstly, it involves a cascade control system, one controller controls the temperature of the hotplate, another uses that controlled value as input to control each guard. So noise in the hotplate control gets amplified by the guard control and can lead to instability. This applies to electrical noise, eg interference between heaters and temperature sensors, and also to step noise if the resolution of the temperature sensors is inadequate. Secondly, the output of the hotplate controller, the heater power, is also an input to the final value calculation. The more precise the control of hotplate temperature, the more chaotic the power signal becomes, leading to noise and uncertainty in the tog value. So it is necessary to reach a compromise between good temperature control and rapid establishment of confidence in the result.
Simple instruments measure the temperatures at one point on each plane. For materials that are non-uniform such as quilts, it is necessary to take an average reading over an area larger than pattern repeat size of the test piece in order to get a representative value. The bed must be made large enough to give acceptably low divergence over the test area, and its average temperature measured over several points in that area. A second distributor plate above the reference board is be needed in comparator instruments, thick enough that the lateral heat-flows diverting heat from the well-insulated areas to the poorly insulated areas will not produce significant temperature drop.
These tests are only accurate if the heat-flow is laminar, and so passes through the same area of reference board or hotplate, and of the test piece. In practice the heat-flow diverges increasingly as you approach the edge of the bed. To minimise this error, the bed is made much larger than the thickness of the material under test, and the temperatures are measured at or close to the centreline of the instrument. The amount of divergence is a constant of the geometry of the machine, it only varies with the thickness of the test piece.
As the temperature is only measured at one point,, this assumes that the test piece has uniform resistance. This is likely to be the case for sheet materials and fabrics, but is not true for many things, such as quilted textiles. In this case a more complicated instrument is required which makes and average measurement over a larger area.
In order to minimise heat losses the controlled hotplate(s) should be insulated from the environment, but to allow the instrument to reach equilibrium without overshoot they need to be able too cool off quickly. Heaters should therefore be designed to run at about half of their available power when at working temperature. Cascaded controllers in guarded hotplate systems need special attention to damping.
To make accurate measurements it is essential that the temperatures either side of the test piece and reference board are constant, to eliminate net heat-flows into or out of either material as it warms and cools. These can be very significant, the thermal time constant of many insulating materials is measured in hours. Consequently if the cold-side is at ambient temperature, then it is important that this ambient temperature is very stable. Popular air-conditioning systems usually cause the air temperature to oscillate around the desired value by about a degree or so. While the test instrument should take the average temperature over half hour periods this can still introduce major errors. In such an environment it is necessary to use additional methods to smooth out the variations, such as a re-heater or a ceiling plenum with perforated tiles. It is more important to control the rate of change of temperature than its absolute value.
For the most accurate measurements, the cold side temperature as well as the hot side temperature needs to be controlled by the instrument. This can take the form of a cold plate or air hood cooled by some accurately controllable source such as chilled water or Peltier elements.
It is difficult to measure the surface temperature of the test piece. Attempting to achieve intimate contact between a temperature probe and the material may damage the surface or distort the material. As the material is usually of high thermal resistance, the probe itself my provide a significant extraneous heat path.
One solution is to measure the ambient air temperature and make an allowance for the insulating effect of a static air layer above the test piece. This factor can be determined experimentally by running a test with no test piece, or by difference when stacking two identical test pieces. This method most closely approximates the 'real' conditions for clothing, bedding, etc that is exposed to the atmosphere, but introduces additional errors due to variations in the air layer resistance with external conditions (eg convection) and with the magnitude of the heat-flow. The convection error can be minimised by using a forced air flow.
Some materials do not easily lie flat on the bed but bend and leave an air gap over the plate, which results in the resistance appearing higher than it is. While this may represent reality, it usually does not, and in any case is variable and will not give repeatable results.
This is a circular comparator instrument, which can perform open, fixed pressure or fixed opening tests. It is specified in BS4745 to be 330mm diameter with a forced air environment of 0.25 to 1.0 m/s. The hotplate is controlled to a temperature in the range 31-35C and the ambient atmosphere at 18-22C. Temperatures are measured in the centre of the instrument above the hotplate, reference board, and test piece, to an accuracy of 0.01C.
This depends on:
The ambient air and hotplate temperatures remaining constant to 0.1C over the duration of the test, 2-3 hours
The material under test being of uniform thickness and resistivity.
The heat flow near the centre being laminar and normal to the sample.
The last point is achieved by limiting the sample thickness to 20mm. Thicker materials can be measured, but it becomes necessary to apply a correction for the divergence of the heat flow. The following graph shows the correction to be added to the result.
Graph determined by heat flow simulations using the Elmer simulator from
CSC Finland.
These two instruments specified in BS5335 use a large rectangular hotplate (at least 0.6 x 1.0 m) with temperatures measured at at least five points to perform averaging open tests on a non-uniform material such as a quilted duvet. The hotplate is controlled to a temperature in the range 32.5-33.5C and the air just above the quilt is controlled to a temperature in the range 19.5-20.5C. Temperatures are controlled to within 0.1C for the duration of the test, which can exceed 5 hours. This standard specifies controlling the air temperature at a level 75-100mm above the test piece. This is either achieved by adjusting the ambient temperature to about a degree lower, depending on the product being tested, or by providing a hood which supplies a flow of conditioned air onto the test piece.
The hotplate is surrounded by side guard plates at least 15cm wide, with another guard underneath the entire assembly, each guard being independently heated to the same temperature as the main hotplate. Thermal resistance is determined by measuring the heat input to the main hotplate required to maintain its temperature.
This instrument has similar dimensions to the above, but there are no guard plates, instead a similar area of insulation and test material provides an 'effective guard' to ensure the heat flow in the central area is laminar. The hotplate extends under the entire instrument and is covered by a reference board of the same dimensions. A metal distributor plate covers the test area of the reference board. Thermal resistance is determined by measuring the temperature differences between the hotplate, the distributor plate, and the air layer.
A smaller version of the guarded hotplate duvet tog tester, specified in BS8510 with a 25cm square hotplate and narrower guard plates. This instrument is intended for verifying that baby sleeping covers do not exceed a certain maximum thermal resistance (typically 4 tog), to avoid contributing to the risk of “cot death” syndrome. It is sized so that while baby garments can cover it, it can give an average reading over the sort of small-scale quilting and decoration that might be found on such products. It is suitable for materials up to about 10mm thickness. Test with this instrument take typically half an hour.